来源:本站日期:2026-06-18
汽化过氧化氢(VHP)灭菌技术凭借其低温高效、分解产物无二次污染、材料兼容性广等优势,已成为现代医药行业无菌保障体系的核心技术之一,广泛应用于无菌药品生产、医疗器械灭菌、生物安全实验室等场景。而过氧化氢气体浓度的精准、实时监测,是保障灭菌效果合规、控制残留风险、守护人员安全、维持产品质量稳定的关键环节。
过氧化氢气体检测仪作为浓度监测的核心设备,其技术性能与应用方案直接决定了灭菌工艺的可靠性与合规性。

在医药生产全链条中,过氧化氢灭菌的应用覆盖了从环境到设备、从物料到产品的多个关键节点:
无菌洁净区空间灭菌:A/B级洁净车间、无菌灌装间等核心生产区域的定期空间消毒,替代传统甲醛熏蒸,缩短消毒后复产周期。
隔离器与传递窗灭菌:无菌隔离系统、物料传递舱、气闸室的闭环灭菌,是无菌药品生产中防止交叉污染、保障无菌环境的关键工序,需对灭菌全周期的浓度进行连续监控。
冻干机腔体灭菌:注射剂冻干生产中,冻干机腔体的在线汽化过氧化氢灭菌,需精准控制浓度与作用时间,同时监测解析阶段的残留量,确保低于1ppm的安全阈值后方可进料生产。
医疗器械低温灭菌:不耐热医疗器械(如内镜、精密器械)的过氧化氢低温等离子体灭菌,是医院消毒供应中心与医疗器械生产企业的主流灭菌方式之一。
医药行业作为强监管领域,过氧化氢灭菌过程的浓度监测有明确的法规与标准依据。
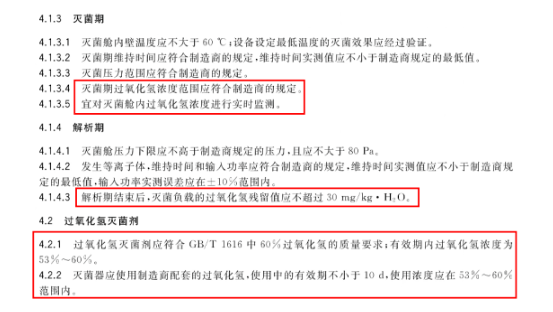
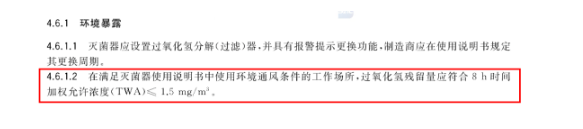
《GB/T 47143-2026医疗产品灭菌低温汽化过氧化氢医疗器械灭菌过程的开发、确认和常规控制要求》和《GB 27955-2020过氧化氢气体等离子体低温灭菌器卫生要求》均对灭菌过程的过氧化氢浓度监测以及环境暴露过氧化氢残留量提出了强制性要求。
电化学传感器是目前医药领域应用广泛的主流技术路线。其核心原理为:过氧化氢气体分子通过聚四氟乙烯扩散膜进入传感器电解腔,在工作电极表面发生氧化还原反应,产生与气体浓度呈线性正比的微电流信号,经高精度放大电路与温度补偿算法处理后,转换为标准浓度数值输出。
该技术的优势在于:
灵敏度高,可实现ppm级的低浓度检测,适配残留检测场景。
响应速度快,可实时追踪灭菌过程中浓度的动态变化。
体积小、功耗低,适配多种设备形态。
成本适中,适合多点位大规模部署。
灭菌效果的核心保障是“浓度×时间”的作用剂量达标。传统依靠注入量推算浓度的方式,受环境温湿度、空间密封性、负载情况等因素影响,无法真实反映实际气体浓度。
通过过氧化氢气体检测仪的实时在线监测,可完整记录注气、维持、解析全周期的浓度曲线,精准计算灭菌剂量,确保达到芽孢杀灭率的合规要求;同时可及时发现浓度异常波动,避免灭菌失败风险。对于VHP传递窗、隔离器等关键设备,浓度监测数据是工艺验证、再验证的核心依据,可显著提升工艺的可重复性与稳定性。
过氧化氢具有氧化性与刺激性,职业接触限值通常为1ppm。灭菌结束后的解析通风阶段,若残留浓度未降至安全值即进入作业,会对人员呼吸道、黏膜造成损伤。
Bebur巴倍尔固定式过氧化氢气体检测仪可24小时连续监测车间环境,数据实时上传至监控平台,支持4-20mA、RS485等信号输出,可接入PLC或DCS系统实现远程监控与自动控制。
注:灭菌过程监测通常选用0-2000ppm量程,残留与安全监测建议选用0-50ppm或更低量程,避免量程过大导致低浓度精度不足。Bebur巴倍尔过氧化氢气体检测仪,传感器包含多个检测量程,可满足不同工艺需求下的检测需求。

过氧化氢气体检测仪是医药行业无菌保障体系中不可或缺的关键设备,既是灭菌工艺合规性的基础支撑,也是产品质量与人员安全的重要防线。
随着医药行业监管要求持续趋严、生产精度不断提升,过氧化氢浓度监测将朝着更高精度、更智能、更集成的方向发展,为医药行业的无菌生产与质量管控提供更可靠的技术保障。
下一篇:液体颗粒计数器在制药行业的应用

电话:18001379750
邮箱:sales@bebur.net
公司座机:010-87653191

微信二维码



 中文简体
中文简体 English
English

