来源:本站日期:2026-04-27
过氧乙酸(PAA)凭借高效杀菌、分解产物无毒(乙酸、氧气和水)、无残留风险等优势,已成为饮料行业无菌冷灌装、设备CIP清洗、包装消毒等关键环节的核心消毒剂。然而,过氧乙酸的杀菌效能高度依赖于其使用浓度。浓度过低,灭菌不达标,可能导致微生物污染,引发批次报废甚至召回风险;浓度过高,不仅残留超标会影响产品风味,长期使用还会加速设备腐蚀,增加维护成本。这一矛盾对过氧乙酸浓度的精准控制提出了苛刻要求。
过氧乙酸分析仪的出现,正是为解决这一行业痛点而设计的专业化解决方案。Bebur巴倍尔过氧乙酸分析仪凭借在线实时监测、精准浓度反馈和自动闭环控制等技术优势,正在成为饮料企业保障食品安全、满足合规要求、提升生产效率的关键装备。

Bebur巴倍尔过氧乙酸分析仪采用电化学原理,这是目前饮料行业在线监测领域应用的主流选择。其核心部件为覆膜安培双电极系统传感器:工作电极由膜片覆盖,并且与参比电极一同位于电解液区,该电解液区含有与水样分离的特殊电解液。在测试过程中,过氧乙酸从水样中扩散,通过膜片,在电解液的帮助下,在工作电极上产生一个电信号,工作电极上的信号与过氧乙酸浓度成正比,并通过传感器中的电路放大。
该技术的核心优势在于:无需使用额外的化学试剂或缓冲液、不受水体浑浊或色素干扰、在线实时响应。
在无菌冷灌装过程中,过氧乙酸通常用于设备内壁管道、灌装阀组、瓶身和瓶盖的灭菌。过氧乙酸分析仪可实时监测溶液浓度,确保其始终处于有效杀菌区间内。更关键的是,Bebur巴倍尔过氧乙酸分析仪已将实时监测与自动加药控制深度融合:其通过与PLC控制系统联动,依据检测结果自动调节加药泵的流速、泵速或阀门开度,使过氧乙酸浓度稳定在预设阈值范围内。这种闭环控制机制不仅自动降低了因浓度波动导致的试剂过度消耗成本,也显著减少了人工干预的频率和误差风险。
在CIP(在线清洗)和SIP(在线灭菌)工序中,过氧乙酸分析仪可用于验证设备表面接触的PAA浓度是否达到工艺设定要求。对瓶身、瓶盖等包装材料浸泡或喷淋灭菌过程的持续监测,确保浓度和作用时间双重符合规范。
灭菌完成后,需使用无菌水对设备和容器进行充分冲洗,以去除过氧乙酸残留。过氧乙酸分析仪可监测冲洗水中PAA残留量,帮助企业在确保微生物安全的同时,将化学残留对产品风味和消费者健康的影响降低。
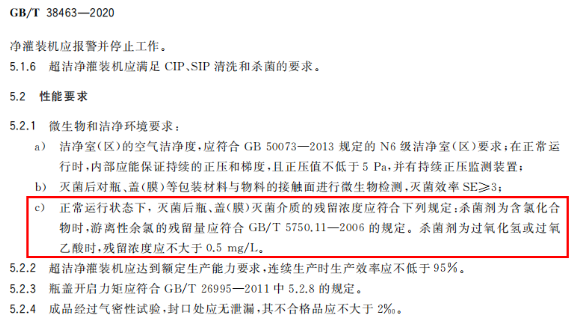
注:关于过氧乙酸残留量,根据《GB/T 38463-2020 超洁净塑料瓶灌装设备通用技术要求》规定,灭菌后瓶、盖(膜)灭菌介质的残留浓度应不大于0.5 mg/L。
保障消毒效果的同时,许多饮料企业也开始关注过氧乙酸溶液的回收利用和含过氧乙酸废水的合规处理。回收罐通过收集再利用冲洗后的消毒液,不仅显著降低消毒剂的单耗,还可缓解废水处理系统的有机负荷压力。在废水处理环节,过氧乙酸分析仪用于监测处理后水中的过氧乙酸含量,确保排放水质满足环境法规要求。
在饮料行业中选择过氧乙酸分析仪时,以下关键参数值得重点关注:

检测量程:饮料行业消毒浓度通常为0.2%-0.5%(2000-5000 mg/L),在线监测仪器量程宜覆盖0-5000 mg/L乃至更宽范围,以兼顾CIP高浓度消毒段和最终冲洗水残留检出段。
无试剂设计:在食品生产环境中,尽量避免引入额外化学品是基本安全保障需求。膜式安培法传感器无需添加额外试剂,既大幅降低了运行成本,也减少了耗材仓储压力与化学废弃物的处置负担。
耐腐蚀性:过氧乙酸的强氧化性对分析仪本体的材质和管路系统提出了严格挑战。传感器材质宜选用高强度陶瓷材料或PEEK工程塑料,流路系统需配备PTFE耐腐蚀管路,确保仪器在高浓度消毒液环境中长期稳定运行。
维护与校准:在食品饮料企业的高强度生产节拍下,仪器的维护便利性直接决定了整体运营效率。长维护周期的产品能够减少生产线停机时间,例如膜片更换周期达12-24个月的产品可显著降低企业运维负担。
Bebur巴倍尔过氧乙酸分析仪,满足从低浓度残留检测到高浓度消毒液监测的全场景需求,同时传感器采用耐腐蚀材质(如不锈钢、PVC),内置自动温度补偿,无需化学试剂以及膜片更换周期长等优点,已在可口可乐、伊利等知名企业得到应用,主要用于过氧乙酸浓度控制和残留量检测。

过氧乙酸分析仪已成为现代饮料行业食品安全保障体系的关键组成部分,通过实时监测、精准控制、残留管控,既确保了消毒效果,又避免了化学残留风险,同时优化了生产工艺,降低了运营成本。随着无菌冷灌装技术的普及和食品安全标准的不断提高,过氧乙酸分析仪的应用将更加广泛,为饮料行业高质量发展提供有力支撑。
上一篇:臭氧检测仪在饮料行业的应用
下一篇:水中臭氧分析仪在饮品行业的应用

电话:18001379750
邮箱:sales@bebur.net
公司座机:010-87653191

微信二维码



 中文简体
中文简体 English
English

