来源:本站日期:2026-06-24
在饮料工业的质量管控体系中,微生物安全是贯穿全生产流程的核心红线。臭氧凭借其强氧化性、广谱杀菌、分解后无残留等特性,已广泛应用于瓶装饮用水、无菌冷灌装饮料、果汁及茶饮料等品类生产中。
然而,臭氧在饮料生产中的应用是一把“双刃剑”:浓度不足无法达到灭菌要求,过量则会影响产品口感、加速包装材料老化,甚至带来职业健康风险。因此,精准、可靠的臭氧浓度检测与监控,成为饮料行业保障产品质量与食品安全的关键技术环节。

臭氧检测仪作为臭氧浓度精准管控的核心计量设备,是保障消毒效果合规、生产过程安全、成品品质稳定的关键基础设施。
臭氧在饮料生产中主要以气相臭氧和臭氧水两种形态应用,覆盖从原料水到成品灌装的全链条消毒环节:
这是臭氧在饮料行业普遍的应用场景。对于瓶装饮用水、天然矿泉水、饮用纯净水品类,臭氧是终端水处理的核心消毒工艺,可有效杀灭水中的细菌、病毒、真菌及芽孢,同时降解水中的有机物、色度与异味。对于果汁、茶饮料、碳酸饮料等品类,臭氧也用于配料用水、清洗用水的预处理消毒,从源头控制微生物负荷。
在无菌冷灌装生产线中,PET瓶、瓶盖、瓶坯的无菌处理是保障产品保质期的关键。臭氧水喷淋或臭氧气体熏蒸可对包装材料内外表面进行高效灭菌,无需高温处理,避免了热灌装对产品风味和营养的破坏。
饮料生产管路、灌装机、混合罐、过滤系统的CIP(原位清洗)流程中,臭氧水可替代部分化学消毒剂,对管路内壁进行杀菌除垢,避免化学清洗剂残留带来的风味污染。同时,臭氧也用于无菌车间空气消毒、地面与接触面消毒,维持生产环境的洁净度等级。
在瓶装水生产中,适量的臭氧残留可在灌装后持续抑制瓶内微生物繁殖,延长产品货架期。但残留量必须严格控制,过量会导致溴酸盐等消毒副产物生成,同时产生刺激性气味影响饮用口感。

根据检测对象的不同,臭氧检测仪主要分为臭氧气体检测仪和水中臭氧检测仪。饮料行业对两类仪器均有广泛需求。
水中臭氧检测仪用于监测溶解在水中的臭氧浓度,是饮料生产过程中核心的检测设备。主流检测原理包括:
这是目前在线水中臭氧监测的主流技术。传感器由选择性透气膜、电极和电解液组成,臭氧透过膜在电极上发生氧化还原反应,产生与臭氧浓度成正比的电流信号。该方法实时性好、选择性高,不受水样颜色和浊度影响。
Bebur巴倍尔的BWOZ10.1臭氧传感器就是基于电化学的安培法原理,可在现场快速分析水中溶解的臭氧。

利用臭氧分子对254 nm波长紫外光的特征吸收特性,依据朗伯-比尔定律计算浓度。该方法精度高、维护量小,但设备投资较高,且水样浊度可能造成干扰。
Bebur巴倍尔的BS-OZ-UV臭氧传感器采用的就是紫外吸收法原理,支持ppb级别的臭氧浓度监测。
臭氧气体检测仪主要用于监测空气中臭氧浓度,在饮料车间环境安全监测中发挥重要作用。核心原理包括紫外吸收法(高精度标准方法)和电化学法(体积小、响应快、成本较低)。
Bebur巴倍尔的BT3500-OZ型号臭氧气体检测仪采用的是紫外吸收法,AS525-O3和AS300-O3臭氧泄漏检测仪采用的是电化学法。
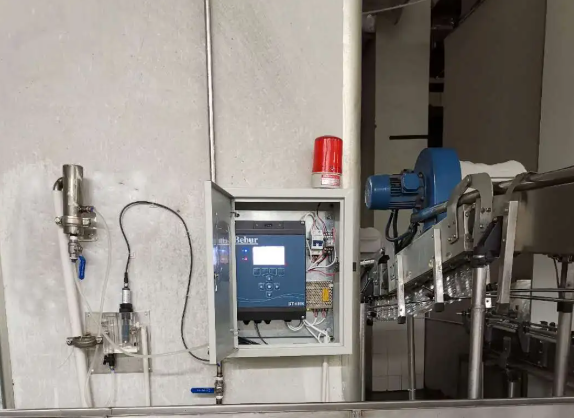
在饮料生产线上,臭氧通常通过臭氧发生器注入水中,随后进入混合塔或接触池进行消毒反应。为保证杀菌效果,需要实时监测水中臭氧浓度。
通过安装水中臭氧检测仪,实现了对混合塔中臭氧浓度的实时在线监测,有效保障了杀菌效果并降低了运营成本。
Bebur巴倍尔水中臭氧检测仪由传感器和控制器两部分组成,传感器安装在流通池中以保证恒定流速和压力,控制器接收信号进行放大、处理和显示。这种配置可实现24小时不间断监测,数据可上传至中控系统,支持自动化调控。四川某饮品集团有限公司在此环节安装了Bebur巴倍尔的水中臭氧检测仪。
饮料生产设备的CIP清洗系统中,臭氧水被广泛用于管道、储罐、灌装机的消毒。在清洗过程中,需要检测臭氧水浓度以确保消毒效果,同时要在清洗结束后检测冲洗水中是否残留臭氧,避免影响下一批次产品的品质。
在此环节,某娃哈哈饮料有限公司安装了Bebur巴倍尔的臭氧水浓度检测仪。

在臭氧发生器间、灌装车间、消毒工位等人员可能接触臭氧的区域,部署臭氧气体检测仪,联动排风与报警系统。当空气中臭氧浓度超过职业接触限值时,自动触发声光报警并启动强制排风,保障作业人员健康。
在此环节,某中粮可口可乐饮料有限公司安装了Bebur巴倍尔的AS525-O3在线臭氧气体检测仪,用于臭氧泄漏检测报警。

经臭氧消毒后的工艺水在灌装前,需确保臭氧浓度已降至安全水平。过量残留的臭氧不仅影响口感,还可能对人体造成伤害。
随着饮料行业向智能化、数字化合规转型,臭氧检测技术也呈现三大发展趋势:
传统的 “独立检测 + 人工调节” 模式正逐步被 “检测 - 反馈 - 自动投加” 一体化系统取代。臭氧检测仪与 PLC、DCS 系统深度联动,可根据进水水质、流量实时动态调整臭氧投加量,在保障消毒效果的同时实现最优能耗。
新一代在线监测设备正从单一臭氧浓度检测,向臭氧 + 浊度 + pH + ORP 等多参数集成方向发展,一台设备即可完成消毒工段全指标监控,减少安装维护成本,提升数据关联性。

基于物联网技术的远程监测平台,可实现全厂臭氧监测点位的集中管理、数据云端存储、异常自动报警、报表自动生成,完全满足食品生产审核中的电子记录与追溯要求,帮助企业降低合规管理成本。
臭氧检测仪是饮料行业臭氧消毒工艺中不可或缺的质量控制工具。从生产用水消毒、CIP清洗到成品残留检测、车间环境安全,精准的臭氧浓度检测贯穿饮料生产的全流程。它不仅保障了产品的微生物安全,更是防控溴酸盐风险、确保消费者健康的关键防线。随着检测技术的不断进步和行业标准的日益完善,臭氧检测仪将在饮料行业的质量控制体系中发挥更加重要的作用。

电话:18001379750
邮箱:sales@bebur.net
公司座机:010-87653191

微信二维码



 中文简体
中文简体 English
English

